



ເສັ້ນໄຍ PLA ສີເທົາ 1 ກິໂລກຣາມ

| ຍີ່ຫໍ້ | ທໍເວວ |
| ວັດສະດຸ | PLA ມາດຕະຖານ (NatureWorks 4032D / Total-Corbion LX575) |
| ເສັ້ນຜ່າສູນກາງ | 1.75 ມມ/2.85 ມມ/3.0 ມມ |
| ນ້ຳໜັກສຸດທິ | 1 ກິໂລກຣາມ/ມ້ວນ; 250 ກຣາມ/ມ້ວນ; 500 ກຣາມ/ມ້ວນ; 3 ກິໂລກຣາມ/ມ້ວນ; 5 ກິໂລກຣາມ/ມ້ວນ; 10 ກິໂລກຣາມ/ມ້ວນ |
| ນ້ຳໜັກລວມ | 1.2 ກິໂລກຣາມ/ມ້ວນ |
| ຄວາມທົນທານ | ± 0.02 ມມ |
| ສະພາບແວດລ້ອມການເກັບຮັກສາ | ແຫ້ງ ແລະ ມີລະບາຍອາກາດ |
| ການຕັ້ງຄ່າການອົບແຫ້ງ | 55˚C ເປັນເວລາ 6 ຊົ່ວໂມງ |
| ວັດສະດຸສະໜັບສະໜູນ | ສະໝັກດ້ວຍ Torwell HIPS, Torwell PVA |
| ການອະນຸມັດການຢັ້ງຢືນ | CE, MSDS, Reach, FDA, TUV ແລະ SGS |
| ເຂົ້າກັນໄດ້ກັບ | Makerbot, UP, Felix, Reprap, Ultimaker, End3, Creality3D, Raise3D, Prusa i3, Zortrax, XYZ Printing, Omni3D, Snapmaker, BIQU3D, BCN3D, MK3, AnkerMaker ແລະ ເຄື່ອງພິມ FDM 3D ອື່ນໆ |
| ແພັກເກດ | 1 ກິໂລກຣາມ/ມ້ວນ; 8 ມ້ວນ/ກ່ອງ ຫຼື 10 ມ້ວນ/ກ່ອງ ຖົງຢາງທີ່ປິດຜະນຶກດ້ວຍສານດູດຄວາມຊຸ່ມ |
ສີສຳລັບເລືອກ:
ສີທີ່ມີຢູ່
ຊຸດປົກກະຕິ:ສີຂາວ, ດຳ, ແດງ, ຟ້າ, ເຫຼືອງ, ຂຽວ, ທຳມະຊາດ, ເງິນ, ສີເທົາ, ຜິວໜັງ, ຄຳ, ສີບົວ, ສີມ່ວງ, ສີສົ້ມ, ສີເຫຼືອງ-ຄຳ, ໄມ້, ສີຂຽວຄຣິສມາສ, ສີຟ້າກາແລັກຊີ, ສີຟ້າທ້ອງຟ້າ, ໂປ່ງໃສ
ຊຸດດອກໄຟເຍືອງແສງ:ສີແດງຟູອໍເຣສເຊັນ, ສີເຫຼືອງຟູອໍເຣສເຊັນ, ສີຂຽວຟູອໍເຣສເຊັນ, ສີຟ້າຟູອໍເຣສເຊັນ
ຊຸດແສງສະຫວ່າງ:ສີຂຽວສະຫວ່າງ, ສີຟ້າສະຫວ່າງ
ຊຸດປ່ຽນສີ:ສີຟ້າຂຽວຫາສີເຫຼືອງຂຽວ, ສີຟ້າຫາສີຂາວ, ສີມ່ວງຫາສີບົວ, ສີເທົາຫາສີຂາວ
ສີທີ່ກຳນົດເອງມີໃຫ້. ທ່ານພຽງແຕ່ແຈ້ງໃຫ້ພວກເຮົາຮູ້ລະຫັດ RAL ຫຼື Pantone.

ການສະແດງຮູບແບບການພິມ

ລາຍລະອຽດແພັກເກດ
ເສັ້ນໄຍ PLA ມ້ວນ 1 ກິໂລກຣາມ ພ້ອມສານດູດຄວາມຊຸ່ມ ໃນຊຸດສູນຍາກາດ.
ແຕ່ລະມ້ວນໃນກ່ອງສ່ວນຕົວ (ກ່ອງ Torwell, ກ່ອງເປັນກາງ, ຫຼື ກ່ອງທີ່ກຳນົດເອງມີໃຫ້).
8 ກ່ອງຕໍ່ກ່ອງ (ຂະໜາດກ່ອງ 44x44x19 ຊມ).

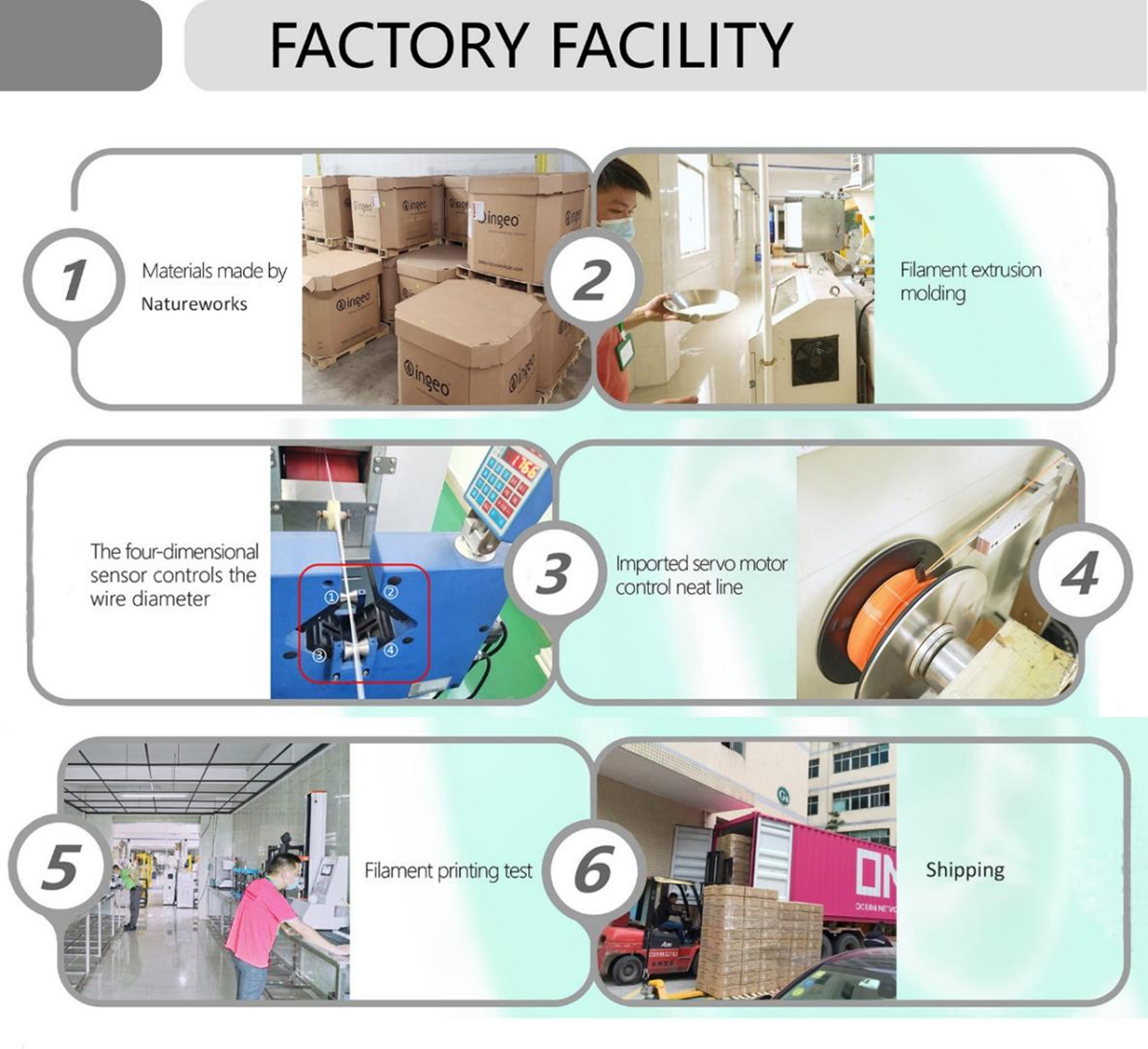
Torwell ມີປະສົບການ R&D ຫຼາຍກວ່າ 10 ປີໃນການຄົ້ນຄວ້າ ແລະ ພັດທະນາເສັ້ນໃຍ 3D, ແລະ ຜະລິດເສັ້ນໃຍທຸກປະເພດ, ລວມທັງ PLA, PLA+, PETG, ABS, TPU, Wood PLA, Silk PLA, Marble PLA, ASA, Carbon Fiber, Nylon, PVA, Metal, ເສັ້ນໃຍເຮັດຄວາມສະອາດ ແລະອື່ນໆ. ເສັ້ນໃຍ 3D ໃນຂະໜາດໃຫຍ່ດ້ວຍຄຸນນະພາບສູງ, ເຊິ່ງປະກອບສ່ວນເຮັດໃຫ້ຜະລິດຕະພັນມີປະສິດທິພາບດ້ານຕົ້ນທຶນ ແລະ ໜ້າເຊື່ອຖືສຳລັບເຄື່ອງພິມ 3D FDM 1.75 ມມ ທົ່ວໄປທັງໝົດ.
ຄຳແນະນຳສຳລັບການພິມເສັ້ນໃຍ PLA
ເພື່ອຊ່ວຍທ່ານໃນການພິມດ້ວຍເສັ້ນໄຍ PLA ແບບ 3D, ພວກເຮົາຈະໃຫ້ຄໍາແນະນໍາ 5 ຢ່າງສໍາລັບການໃຊ້ຄໍາແນະນໍາບາງຢ່າງສໍາລັບການພິມດ້ວຍເສັ້ນໄຍ PLA ຂອງທ່ານ:
1. ອຸນຫະພູມ
ເມື່ອພິມດ້ວຍເສັ້ນໃຍ PLA, ທ່ານຄວນເລີ່ມຕົ້ນດ້ວຍອຸນຫະພູມເລີ່ມຕົ້ນທີ່ 195 °C, ມັນຈະຮັບປະກັນວ່າທ່ານຈະໃຫ້ໂອກາດທີ່ດີທີ່ສຸດໃນການປະສົບຜົນສຳເລັດ. ຫຼັງຈາກນັ້ນ, ອຸນຫະພູມສາມາດຫຼຸດລົງ ຫຼື ເພີ່ມຂຶ້ນເທື່ອລະ 5 ອົງສາເພື່ອໃຫ້ໄດ້ຄຸນນະພາບການພິມ ແລະ ຄວາມແຂງແຮງທີ່ຖືກຕ້ອງ ເພື່ອໃຫ້ພວກມັນເສີມກັນ ແລະ ກັນ. ເພື່ອປັບປຸງການຍຶດຕິດກັບແຜ່ນປະກອບ, ມັນດີກວ່າທີ່ຈະໃຫ້ຄວາມຮ້ອນແກ່ຕຽງພິມເຖິງ 60 ອົງສາ.
2. ອຸນຫະພູມສູງເກີນໄປ
ຖ້າອຸນຫະພູມສູງເກີນໄປ, ເຊືອກຈະປາກົດ. ເຄື່ອງອັດຈະຮົ່ວວັດສະດຸ PLA ເມື່ອມັນເຄື່ອນຍ້າຍລະຫວ່າງພື້ນທີ່ຕ່າງໆໃນລະຫວ່າງການພິມ. ຖ້າສິ່ງນີ້ເກີດຂຶ້ນ, ທ່ານຈະຕ້ອງຫຼຸດອຸນຫະພູມລົງ. ເຮັດແບບນີ້ເທື່ອລະ 5 ອົງສາຕໍ່ບາດກ້າວ, ຈົນກວ່າເຄື່ອງອັດຈະຢຸດຮົ່ວວັດສະດຸຫຼາຍ.
3. ອຸນຫະພູມຕໍ່າເກີນໄປ
ຖ້າອຸນຫະພູມການພິມເຢັນເກີນໄປ, ທ່ານຈະພົບວ່າເສັ້ນໄຍຈະບໍ່ຕິດກັບຊັ້ນກ່ອນໜ້ານີ້. ມັນຈະສ້າງພື້ນຜິວທີ່ເບິ່ງຄືວ່າຫຍາບຄາຍ. ໃນຂະນະດຽວກັນ, ຊິ້ນສ່ວນຈະອ່ອນກວ່າ ແລະ ສາມາດດຶງອອກຈາກກັນໄດ້ງ່າຍ. ຖ້າສິ່ງນີ້ເກີດຂຶ້ນ, ອຸນຫະພູມຫົວພິມຄວນເພີ່ມຂຶ້ນເທື່ອລະ 5 ອົງສາຈົນກວ່າການພິມຈະເບິ່ງດີ ແລະ ສ່ວນເສັ້ນສຳລັບແຕ່ລະຊັ້ນຈະຖືກຕ້ອງ. ດັ່ງນັ້ນ, ຊິ້ນສ່ວນຈະແຂງແຮງຂຶ້ນເມື່ອວຽກສຳເລັດ.
4. ຮັກສາເສັ້ນໄຍ PLA ໃຫ້ແຫ້ງ
ວັດສະດຸ PLA ຕ້ອງໄດ້ເກັບຮັກສາໄວ້ໃນບ່ອນທີ່ເຢັນ ແລະ ມືດ, ດີກວ່າຄວນເກັບໄວ້ໃນຖົງທີ່ປິດສະໜິດ, ເຊິ່ງສາມາດຊ່ວຍຮັກສາຄຸນນະພາບຂອງພາດສະຕິກ PLA ໄດ້. ມັນຈະຮັບປະກັນວ່າຜົນຂອງຂະບວນການພິມຈະເປັນໄປຕາມທີ່ຄາດໄວ້.
| ຄວາມໜາແໜ້ນ | 1.24 ກຣາມ/ຊມ33 |
| ດັດຊະນີການໄຫຼລະລາຍ (g/10 ນາທີ) | 3.5(190℃/2.16 ກິໂລກຣາມ) |
| ອຸນຫະພູມການບິດເບືອນຄວາມຮ້ອນ | 53℃, 0.45MPa |
| ຄວາມຕ້ານທານແຮງດຶງ | 72 ເມກາປາສກາ |
| ການຍືດຕົວເມື່ອຂາດ | 11.8% |
| ຄວາມແຂງແຮງຂອງການບິດງໍ | 90 ເມກາປາສກາ |
| ໂມດູນການບິດງໍ | 1915 MPa |
| ຄວາມແຮງກະທົບ IZOD | 5.4kJ/ມ |
| ຄວາມທົນທານ | 4/10 |
| ຄວາມສາມາດໃນການພິມ | 9/10 |
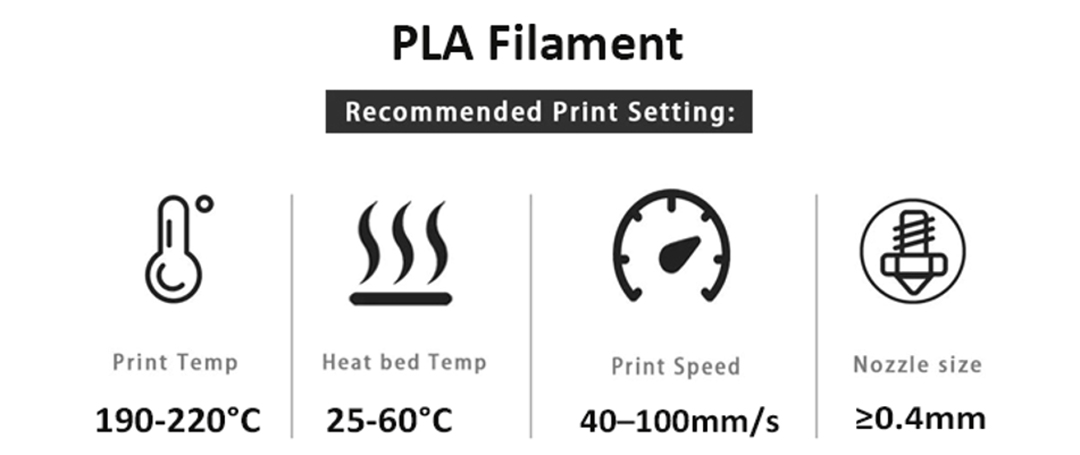
| ອຸນຫະພູມເຄື່ອງອັດ (℃) | 190 – 220℃ |
| ອຸນຫະພູມຕຽງນອນ (℃) | 25 – 60°C |
| ຂະໜາດຂອງປາຍສີດ | ≥0.4 ມມ |
| ຄວາມໄວຂອງພັດລົມ | ຢູ່ທີ່ 100% |
| ຄວາມໄວໃນການພິມ | 40 – 100 ມມ/ວິນາທີ |
| ຕຽງອຸ່ນ | ບໍ່ບັງຄັບ |
| ພື້ນຜິວກໍ່ສ້າງທີ່ແນະນຳ | ແກ້ວທີ່ມີກາວ, ເຈ້ຍປິດ, ເທບສີຟ້າ, BuilTak, PEI |








